 EN
EN

 全國服務電話 075528990558
全國服務電話 075528990558 地址:深圳市龍崗區南聯向銀路71號匯川科技園華鵬艾偉大廈A棟
發布時間:2025-10-10 11:56 人氣:
一、光纖激光功率緩升緩降設置
光纖激光的功率用0~10V電壓(或者0~4V)控制,但當DA電壓增大或者減小時,功率不能立即增大或減小,當焊接收尾關激光時,如果激光功率很大時突然關光,收尾處會出現一個小坑。解決這一問題的辦法:增加收尾段的長度(一般設置8~10mm),拉低收尾段DA和PWM曲線,使激光功率降低后再關激光。圖1為收尾段激光功率緩降波形設置,其中紅線為DA電壓,藍線為PWM占空比。圖a 正確設置; b 電壓下降太快,造成收尾段沒有激光,收尾前有坑;c 電壓下降太慢,激光功率降不下來,收尾有坑。

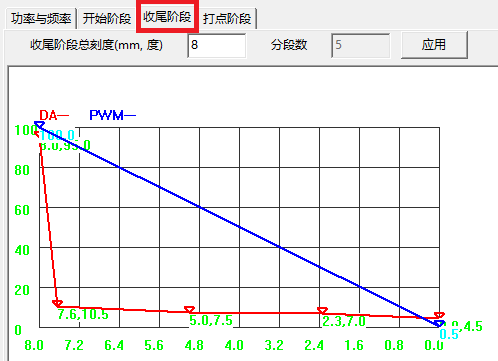
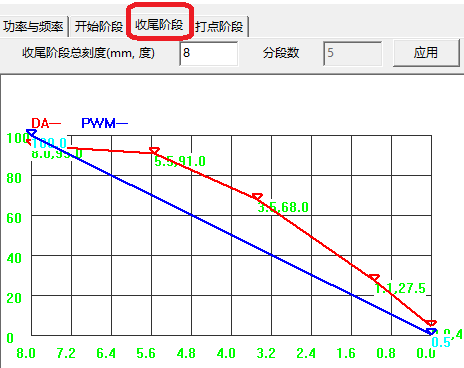
圖1 a 正確設置 b 電壓下降太快 c 電壓下降太慢

圖2 激光功率緩升緩降效果
二、 激光焊接起始段重疊
因為設置有激光功率緩升緩降,起始段和收尾段激光功率比較小,因此,焊接封閉輪廓時,起始段需要重疊一部分,在特殊工藝參數設置中設置起始段重疊距離。
三、 X C 兩軸聯動端面激光熔覆
指令: G06 R R P 參數分別用端面圓環內孔半徑,外圓半徑和每圈之間距離。程序按恒線速度勻速走阿基米德螺線,X軸沿半徑方向向外移動,C軸旋轉,實現端面均勻熔覆。
例:
G06 R50 R110 P2
表示端面圓環內孔半徑 50mm,外圓半徑110mm, 每圈之間距離2mm。
四、 精確控制送絲與回絲
焊接鋁合金門窗等工件時,因為材質脆,直接熔化金屬焊不牢,一般采用送絲焊,有兩種送絲方式,一種是用開關量控制送絲機(在特殊工藝參數設置中設置提前關送絲距離),采用這種方式時,送絲回絲速度,送絲回絲長度等不好精確控制。第二種方式是用數控軸(A軸或B軸)精確控制步進電機送絲,送絲回絲速度,回絲長度,預送絲長度等在特殊工藝參數中設置。
五、 手動微調焊縫糾偏
當工件的一致性不太好,每個工件的實際焊縫軌跡與程序運動軌跡之間可能有偏差,焊接加工時,可以按鍵盤上的 ↑ ↓ ← → 箭頭(或者外部手動移動按鈕),實現焊縫微調,找準焊縫。微調快慢在特殊工藝參數設置中設置“焊接矯正單步手動微調脈沖數”(請運行帶微調的CNC2000程序)。

六、 旋轉軸(C軸,A軸, B軸)速度調節
旋轉軸一般按角度編程,當工件軌跡的旋轉半徑小于57mm時,旋轉相同角度時弧長小于角度值,實際加工線速度小,反之,加工線速度大,為了使編程速度與實際加工線速度基本一致,可在特殊工藝參數中,設置旋轉軸的速度倍率系數。
七、 精確校準旋轉軸C軸脈沖當量
一般旋轉軸都需要接1:10 至 1:20左右的減速機,但所有減速機的減速比都存在微小誤差。所以,通過計算得到C軸脈沖當量,運行多圈后C軸還會有誤差。
CNC2000軟件自動找準C軸的脈沖當量:
1 在參數設置中設置通過計算得到的C軸的脈沖當量。
2 將C軸移動到0度位置,做記號,并將坐標清零。
3 手動旋轉整數圈(如3圈),微調至與記號完全重合,記錄當前C軸的坐標值(如 1080.012)。
4 將該實際角度值填入參數設置的“C軸旋轉n圈 微調到整圈后的坐標值”, 軟件會自動精確計算C軸的脈沖當量。旋轉圈數越多,精度越高。

八、 如何實現自動生產線上的邏輯編程
因為邏輯編程語句不好記憶,在CNC2000的編輯菜單的最后一項增加了邏輯編程菜單,可以自動插入邏輯語句,如:
IF IN1 GOTO A0
WAIT IN1
請參考說明書“14 CNC2000邏輯編程”。
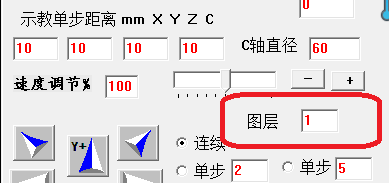
九、 分段選用不同激光功率和不同速度焊接
在電源中設置每層(左工位5層,右工位5層共10層)的激光功率,PWM頻率和占空比,加工速度等參數,在示教編程中,把需要不同功率加工的線段設置為不同的層。如下圖:
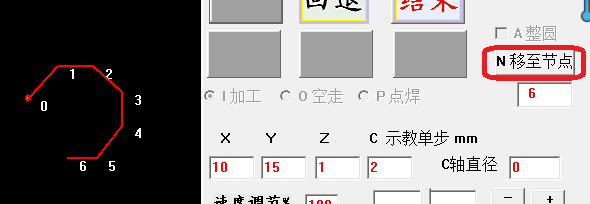
十、 示教后軌跡校正
如果示教生成的零件加工程序還有偏差,可以再點示教編程進去修正軌跡,進入后,只能點“移動至節點”,可以一點一點按順序移動,也可以輸入節點號,直接移動到節點N。移動到各節點后,再手動移動工作臺到準確位置,然后再點“移動至節點”往后移動。校準后點結束就可以了。
十一、 零位偏置設置
在參數設置中可以設置零位偏置,一般將零位偏置設置在零件加工起點,回到機械零位后自動偏置到零件加工起點。
十二、 雙工位編程與操作技巧
雙工位或者多工位可以通過通用CNC2000程序,采用邏輯編程實現。但一些用戶不會邏輯編程,所以,專門開發了一個雙工位軟件,雙工位編程方法:
1 在電源參數中選擇左工位,并設置好參數。
2 進入示教編程,編寫左工位程序,取文件名并保存。
3 點文件菜單下“新建”清空文件。
4 在電源參數中選擇右工位,并設置好參數。
5 進入示教編程,編寫右工位程序,取文件名并保存。
雙工位運行操作:
兩個工位的程序都編好并保存以后,打開一次左工位程序,再打開一次右工位程序。然后,軟件會讀取左右工位的啟動信號,分別運行左工位和右工位程序。執行左工位程序時可以提前預約右工位啟動信號,執行右工位程序時可以提前預約左工位啟動信號。
十三、 程序中的回零指令(G10)
有時需要在程序運行開始或者結束時回機械零位,CNC2000提供這一指令。
G10 Rn 程序運行n次后回一次零位。例:
G10 R10 程序每運行10次后回一次零位。
十四、 CCD精確定位
當工件不好采用裝夾精確定位時,可以采用CCD視覺定位:直接用零件上的圖像特征定位或者專門做Mark點。直接用零件上的圖像特征定位時,定位精度約為0.02mm;采用專門做的Mark點定位,定位精度約為0.005mm。
如果您在激光焊接工藝方面有好的建議,請通知我們及時改進軟件,滿足您的工藝要求,謝謝!
本文地址:http://m.wxzwt.cn/baike/756.html
上一篇:激光冷水機的選購
下一篇:激光防護眼鏡的安全等級及參數解釋
相關推薦
隨機產品
華鵬艾偉是一家專業的激光打標機配件、激光焊接機配件、激光切割機配件等激光全套配件綜合解決方案品牌供應商和批發商!
地址:深圳市龍崗區南聯向銀路71號匯川科技園華鵬艾偉大廈A棟 TEL:0755-28990558
服務熱線









